




































































Creatio CRM: Powering Manufacturing Success With AI

Supply chain disruptions, rising costs, unpredictable demand, and disconnected systems are making manufacturing supply chains increasingly difficult to manage. To address these challenges, manufacturers are turning to supply chain management strategies that improve efficiency, resilience, and operational visibility.
At the same time, AI and automation are making supply chain management in manufacturing more intelligent and adaptive. According to Deloitte, 80% of manufacturing executives plan to invest at least 20% of their improvement budgets into smart manufacturing initiatives powered by AI to maintain a competitive edge.
This article explores the core components, challenges, technologies, and trends shaping modern manufacturing supply chain management.
Key Takeaways
- Manufacturing supply chain management coordinates sourcing, production, inventory, logistics, and supplier operations to ensure efficient and reliable manufacturing processes.
- Key components include procurement, production planning, inventory management, logistics, demand forecasting, quality control, and supplier collaboration.
- An effective supply chain helps manufacturers reduce costs, improve production efficiency, maintain quality assurance, increase delivery reliability, and strengthen operational resilience.
- Common manufacturing supply chain challenges include disruptions, supplier risks, market demand volatility, rising operational costs, limited visibility, and disconnected systems.
- Manufacturers can optimize supply chain operations by improving real-time visibility, strengthening supplier networks, balancing inventory levels, adopting lean practices, and integrating systems across operations.
- By leveraging technologies such as ERP systems, AI, workflow automation, IoT, predictive analytics, and agentic AI platforms, manufacturing companies can achieve more efficient supply chains.
- Creatio supports end-to-end manufacturing supply chain management with workflow automation, AI-driven insights, and a unified operational visibility on a single platform.
- Key industry trends include AI-powered predictive analytics, increased focus on resilience, real-time operational visibility, sustainability initiatives, and the rise of agentic AI and digital twin technologies.
What is Manufacturing Supply Chain Management?
Manufacturing supply chain management is the process of coordinating all activities required to convert raw materials into finished goods and move them through the production system to the end customer. It covers the full operational workflow, from sourcing and procurement to production, inventory control, and distribution, ensuring that each stage works together seamlessly.
Supply chain management in manufacturing focuses on optimizing efficiency, controlling costs, and improving product quality. It helps manufacturing companies reduce waste and delays, maintain optimal inventory levels, and quickly adapt to changes in demand or supply disruptions.
Key Components of Supply Chain Management in the Manufacturing Industry
The main supply chain models consist of several interconnected components that ensure the smooth flow of raw materials and final products from suppliers to customers. Each plays a critical role in maintaining the manufacturing supply chain.
Sourcing and procurement
Sourcing and procurement focus on selecting the right suppliers, negotiating terms, and managing relationships to ensure a reliable flow of high-quality raw materials and all the components. This function directly impacts cost, quality, and supply continuity, making it critical to manufacturing performance.
Production planning
Production planning aligns production capacity with demand to ensure efficient operations. It includes tools such as the Master Production Schedule (MPS) and Material Requirements Planning (MRP), which define what needs to be produced, when, and with which resources, helping balance workloads and avoid bottlenecks.
Production and inventory management
Production management focuses on overseeing manufacturing operations to ensure goods are produced efficiently, on schedule, and in line with demand. It involves coordinating labor, equipment, materials, and production workflows to maximize production output while minimizing delays and waste.
Inventory management ensures optimal levels of raw materials, work-in-progress (WIP), and finished goods across the production cycle. The objective is to prevent production disruptions while avoiding excess stock that ties up capital and increases storage costs.
Quality control
Quality control ensures that materials, components, and finished products meet defined standards and specifications throughout the production process. Effective quality management helps maintain product integrity, reduces defects, improves consistency, and enhances customer satisfaction.
Logistics and distribution
Logistics and distribution manage the movement, storage, and delivery of finished goods throughout the supply chain. This includes coordinating customer orders, scheduling delivery, shipping to customers or distribution centers, managing invoices, and receiving payments.
Demand forecasting
Demand forecasting uses historical data, trends, and market signals to predict customer demand. Accurate forecasts enable better decision-making across procurement, production, and distribution, helping reduce uncertainty and grow revenue.
Supplier collaboration
Manufacturers need reliable communication and close coordination with suppliers to ensure materials are delivered on time, quality standards are met, and production schedules remain uninterrupted. This often includes sharing information, tracking performance, and integrating digital systems to better align supply with production needs.
Why Supply Chain Management is Critical for Manufacturers
Supply chain management plays a central role in manufacturing performance, affecting everything from production efficiency and operational costs to product quality and customer satisfaction.
Cost control and margin protection
Effective supply chain management helps manufacturers maintain tight control over expenses by improving sourcing strategies, reducing excess inventory, minimizing waste, and optimizing logistical processes. With better coordination and visibility across the supply chain, companies can make more informed purchasing and planning decisions, avoid unnecessary costs, and protect profit margins even in volatile market conditions.
Production efficiency and planning accuracy
Manufacturing depends on having the right materials, components, and resources available at the right time. Supply chain management in the manufacturing industry improves coordination between procurement, inventory, and production planning, helping manufacturers align operations more closely with actual demand. This leads to more accurate production schedules, smoother workflows, and enhanced efficiency.
Faster delivery and customer satisfaction
Customers increasingly expect faster delivery times and consistent order fulfillment. However, delays at any stage of the manufacturing process can quickly impact service and damage customer relationships. By enhancing coordination across operations, supply chain management in manufacturing helps reduce lead times and deliver finished products more reliably. This enables companies to improve customer satisfaction while maintaining more predictable and efficient operations.
Quality consistency
Maintaining consistent product quality requires strong coordination across suppliers, materials, and production processes. Issues at any stage of the supply chain can lead to defects or production delays, and ultimately damage the company's reputation.
Supply chain management in the manufacturing industry strengthens supplier oversight, improves process standardization, and increases control over materials and production inputs. This helps manufacturers maintain consistent quality standards and deliver high-quality products to customers.
Risk mitigation and resilience
Effective manufacturing supply chain management helps build resilience to disruptions and shifting market conditions. By improving visibility across operations, diversifying suppliers, and enabling faster responses to changing conditions, it allows manufacturers to identify risks earlier and adapt quickly.
Key Challenges in Manufacturing Supply Chain Management
Manufacturers face a range of challenges that increase supply chain complexity, but effective supply chain management provides the structure and tools to address them effectively.
Supply chain disruptions and global uncertainty
Disruptions caused by geopolitical events, economic instability, natural disasters, transportation bottlenecks, and energy shortages can significantly impact the availability of raw materials and critical supply routes. In modern manufacturing environments, where just-in-time inventory practices minimize storage costs and materials are delivered precisely when needed, even a short disruption can delay operations or halt production entirely.
Solution: Flexible supply chain management improves resilience through better planning, supplier diversification, increased visibility, and faster response to disruptions.
Demand forecasting complexity
Fluctuating customer demand, seasonal shifts, and other market forces make accurate forecasting increasingly difficult for manufacturers. Inaccurate forecasts can lead to overproduction, excess inventory, material shortages, or delayed deliveries, all of which negatively affect revenue and customer satisfaction.
Solution: Supply chain management improves forecasting accuracy through structured demand planning, historical data analysis, and real-time market insights. This helps manufacturers better align their processes to meet market demands.
Supplier reliability and sourcing risks
Manufacturers often rely on complex supplier networks that are vulnerable to delays, shortages, quality inconsistencies, and geopolitical disruptions. Dependence on a single supplier or region increases the risk of interruptions, especially if alternative sourcing options are limited.
Solution: Effective management reduces sourcing risks through stronger supplier evaluation, ongoing performance monitoring, closer collaboration, and supplier diversification. This helps manufacturers build more reliable supply networks and ensure they meet customer demands even during disruptions.
Rising costs
Manufacturers continue to face rising costs across raw materials, components, transportation, and labor, driven by global crises and inflation, which places significant pressure on profitability and operational efficiency. Additionally, market volatility, supply shortages, and fluctuating fuel and energy prices can quickly increase production and distribution expenses, making cost management even more challenging.
Solution: Supply chain management helps businesses reduce costs by optimizing procurement strategies, improving inventory management, and streamlining logistics operations. By reducing waste and improving resource utilization, manufacturers can better protect margins and offer more competitive prices.
Lack of visibility across operations
Many manufacturers struggle with limited visibility across operations. When data is fragmented across multiple departments or updated manually, it becomes difficult to monitor inventory levels, identify bottlenecks, or respond quickly to new orders.
Solution: Supply chain management improves operational visibility through integrated processes that provide real-time access to data across the supply chain. This enables better monitoring and more informed decision-making across departments.
System fragmentation
Many manufacturers rely on multiple disconnected systems to manage procurement, inventory, production, logistics, and customer relationships. As a result, critical data becomes siloed across departments, making coordination more difficult. Switching between separate ERP, CRM, supply chain, and operational tools can slow increase manual work, decision-making, and create inconsistencies across manufacturing processes.
Solution: Supply chain management becomes significantly more effective when it's supported by a unified platform that connects all key processes in one environment. Platforms such as Creatio AI CRM bring together supply chain management, CRM, workflow automation, and operational processes into a single system, eliminating the need for multiple disconnected tools.
How to Optimize Manufacturing Supply Chain Management
Optimizing supply chain management in manufacturing requires a combination of better visibility, stronger coordination, and more adaptive processes across the entire operation.
- Improve end-to-end visibility - adopt a centralized platform, such as a manufacturing supply chain management software or ERP, to create real-time visibility across the supply chain
- Optimize demand planning and forecasting - use data-driven forecasting methods to align supply with actual market needs. Continuously monitor and refine predictions to reduce uncertainty and improve production planning
- Strengthen supplier relationships and diversify sourcing - reduce dependency on single suppliers by building strong relationships and diversifying sourcing across regions or vendors
- Balance inventory effectively - maintain inventory levels that align with actual production needs and customer demand by continuously monitoring inventory, forecasting demand, and leveraging real-time supply chain data
- Adopt lean and agile practices - analyze supply chain and production workflows to identify inefficiencies and optimize processes to support continuous improvement
- Integrate systems across operations - use unified solutions, such as agentic AI platforms, to connect operations into a single system. This improves data flow, reduces manual work, and enables faster, more intelligent decision-making across the manufacturing supply chain
The Role of Technology in Supply Chain Management in the Manufacturing Industry
Technology has become a core enabler of modern manufacturing supply chains, transforming how companies plan, execute, and optimize operations. It enhances efficiency, increases visibility, and provides intelligence needed to manage increasingly complex environments.
ERP and Supply Chain Management Systems
Enterprise Resource Planning (ERP) and Supply Chain Management systems (SCMS) unify procurement, production, inventory, logistics, and customer data in a centralized environment, creating a single source of truth across the organization.
By integrating processes and data into a unified environment, these systems improve operational coordination and provide real-time visibility across the supply chain. This helps manufacturing companies make more informed decisions, respond more effectively to disruptions, and run day-to-day operations with greater efficiency and accuracy.
Predictive AI analytics
AI is emerging as a key driver of supply chain optimization. By analyzing large volumes of historical data and market trends, AI-powered predictive analytics can improve demand forecasting, identify potential disruptions, and recommend optimal decisions. This allows manufacturers to move from reactive to proactive planning, increasing accuracy and agility.
Learn more about predictive AI and how it supports planning and decision-making.
Workflow automation and AI
Workflow automation helps manufacturers streamline manual, repetitive, and cross-functional processes across the supply chain. Instead of relying on emails, spreadsheets, or disconnected approvals, automated workflows can coordinate activities such as purchase requests, supplier approvals, order processing, production updates, and delivery handoffs.
Increasingly, AI is being embedded into workflow automation to make processes more intelligent and adaptive. AI can help prioritize tasks, identify bottlenecks, recommend next actions, and trigger workflows automatically based on real-time conditions and operational data.
Learn more about AI-powered workflow automation.
Agentic AI platforms
The next evolution of manufacturing supply chains is being driven by agentic AI platforms that autonomously analyze data, coordinate workflows, and support operational decisions across the supply chain. Unlike traditional AI tools that only provide insights, agentic AI can proactively identify risks, recommend actions, trigger workflows, and assist teams in managing complex processes in real time. By combining AI capabilities with workflow automation and unified operational data, agentic AI platforms enable manufacturers to become more agile, responsive, and data-driven at scale.
IoT and real-time tracking
IoT technologies use connected physical devices, such as sensors, RFID tags, and smart equipment, to collect and share real-time data. These devices can be attached to machines, vehicles, inventory, shipments, or warehouse equipment to continuously monitor operations and material movement.
This real-time data provides manufacturers with greater visibility into production status, equipment performance, machinery condition, and shipment locations. It also supports predictive maintenance by identifying potential equipment issues before failures occur, helping reduce downtime and operational disruptions.
How Creatio Supports Manufacturing Supply Chain Management
Creatio's manufacturing supply chain management capabilities are a part of a unified AI CRM and workflow platform, helping manufacturers streamline and optimize operations. It enables organizations to replace fragmented, manual processes with connected, AI-powered workflows across the entire supply chain.
With Creatio, manufacturers can automate end-to-end supply chain processes, from procurement to delivery, reducing manual effort, improving consistency, and accelerating execution. At the same time, the platform unifies data across departments, creating a single source of truth that enhances real-time visibility into materials, orders, and operations.
Creatio supply chain management for manufacturing features include:
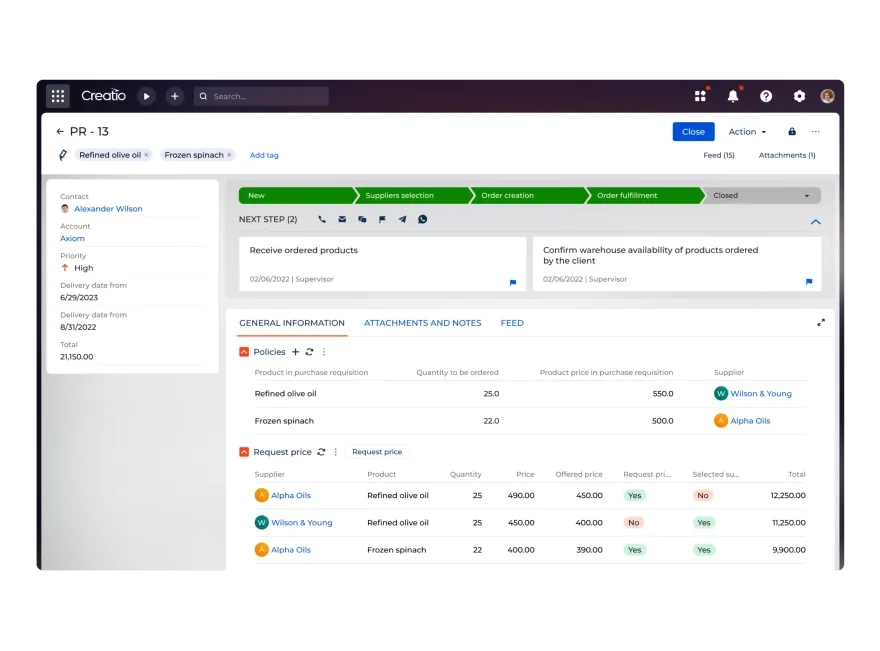
- Request management - automated workflows enable easy orchestration of purchasing plans, requests, and forecasts, ensuring all procurement needs are properly submitted, tracked, and executed.
- Vendor management - a digital self-service portal helps support partners, suppliers, and contractors' needs, while strengthening long-term relationships.
- Procurement lifecycle management - enables integration of the entire procurement lifecycle into automated, transparent workflows while maintaining synchronized data across teams and systems.
- RFx management and contracting - provide a single source of truth for procurement activities, enabling faster contract execution through guided workflows, collaboration tools, and standardized templates.
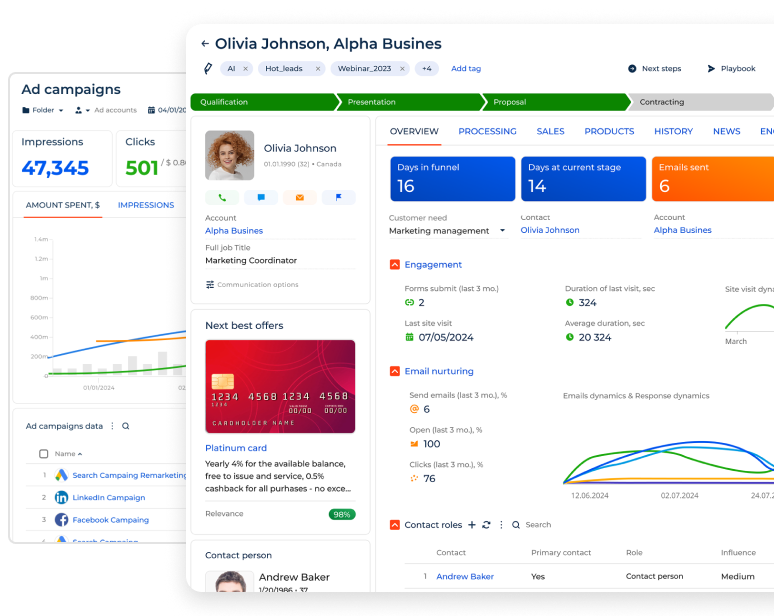
AI capabilities built into the platform support smarter planning and coordination by analyzing data, improving forecasting accuracy, and identifying potential issues before they impact operations. This allows teams to make faster, more informed decisions and shift from reactive to proactive supply chain management.
Creatio’s one platform offers an AI-native engine and a no-code designer that adds another layer of agility, enabling business users to design and adapt workflows with coding agents and visual configuration tools without relying on IT resources. As a result, manufacturers can quickly adjust processes, respond to changes in demand or supply, and continuously optimize operations.
Beyond supply chain management, Creatio supports end-to-end manufacturing operations. By bringing together supply chain management, CRM, ERP, and other business functions into a unified platform, it eliminates the need for multiple disconnected systems, ultimately leading to more seamless, coordinated execution across the organization.
Together, Creatio capabilities translate into tangible business outcomes, greater efficiency, improved visibility across the supply chain and beyond, and faster, more confident decision-making.
Trends in Manufacturing Supply Chain Management
Manufacturing supply chain management is evolving rapidly, driven by technology, global challenges, and changing regulatory expectations. Several key trends are shaping how manufacturers design and manage their supply chains to respond to new challenges and opportunities.
AI-powered predictive analytics
Artificial intelligence in manufacturing is becoming the central driver of modern supply chains. Manufacturers are increasingly using AI to analyze historical, operational, and real-time data to forecast future demand more accurately, optimize inventory levels, and identify potential disruptions.
Predictive AI helps manufacturers build a flexible supply chain capable of adapting to changing conditions on the fly. Instead of responding to shortages, delays, or demand fluctuations after they occur, companies can anticipate risks earlier and make faster, data-driven decisions.
The rise of agentic AI and autonomous supply chains
According to Gartner, emerging capabilities such as agentic AI and intelligent automation are enabling more autonomous task execution across supply chain operations. Unlike traditional AI tools that mainly support analysis and forecasting, agentic AI systems can independently monitor operations, identify risks, recommend actions, and initiate workflows across supply chain processes.
Deloitte reports that manufacturers are beginning to use AI agents to detect disruptions related to supplier risks, trade policies, tariffs, weather events, and logistics delays while automatically evaluating alternatives and supporting mitigation efforts. These systems can help teams respond faster to operational changes, improve sourcing decisions, and reduce the impact of disruptions across increasingly complex supply networks, making them essential to maintain a competitive advantage in 2026 and beyond.
Increased focus on resilience and risk management
According to Deloitte, 78% of manufacturers reported trade uncertainty as their top concern, and recent global disruptions have shifted priorities from pure cost efficiency to resilience. Manufacturers are diversifying suppliers, regionalizing production, and building contingency plans to better withstand geopolitical, economic, and operational risks.
This shift is also influencing technology strategies, with manufacturers increasingly adopting AI-powered platforms that support predictive decision-making, real-time visibility, and faster adaptation to changing conditions. According to Thomson Reuters Institute’s report, 64% of surveyed global trade professionals already use technology to evaluate trade routes, identify potential risks, and find cost savings.
Real-time supply chain visibility
End-to-end visibility and tracability are becoming standard requirements to ensure resilience. With the adoption of IoT, connected systems, and digital platforms, manufacturers can track raw materials, inventory, and shipments in real time, improving responsiveness and enabling faster, more informed decisions.
According to ASCM’s Top 10 Supply Chain Trends in 2026 report, visibility relies on unified, real-time data platforms that function as a single source of truth, enabling precise, end-to-end management. With these platforms, manufacturers can optimize inventory, accurately predict demand, and avoid supply disruptions.
Sustainability and regulatory pressure
Sustainability is becoming an important aspect in manufacturing supply chains, driven by increasing regulatory requirements, investor scrutiny, and changing customer expectations. Manufacturers are under growing pressure to reduce emissions, improve supply chain transparency, and adopt practices that will support a more sustainable future.
As a result, companies are investing in sustainability practices, technologies, and processes to track environmental impact, ensure compliance, and support more responsible, efficient supply chain operations.
Summary
Manufacturing supply chain management coordinates sourcing, production, and delivery to ensure operational excellence. It plays a critical role in maintaining quality, improving responsiveness, and helping manufacturers navigate challenges such as disruptions, demand volatility, and rising costs.
With technologies such as ERP systems, automation, AI, and unified agentic AI platforms like Creatio, manufacturers can transform supply chain operations. By leveraging real-time visibility, intelligent automation, and predictive decision-making, they can run manufacturing and supply chain operations more efficiently and achieve faster growth.
